Industrial Engineering – IE is one of the popular term used in the apparel industry, where this work for optimization of complex process within the industry. Optimization is applicable to men, machines, materials, methods, and monetary resources. Here in this article, you will have details of the necessary IE terms of the apparel industry with examples.
Necessary IE Terms of Apparel Industry
Needed Industrial Engineering (IE) Terms Mostly Used in Apparel Industry
Very basic apparel industrial engineering terms discussed with
- Standard minute value (SMV)
- Efficiency
- Line target
- CPM & CM
- CM/COM/MC
- Broad calculation of garments cm
- Conventional vs modern profit theory
- Cost of making (CM) rule
- Work study
- Time & motion study
- Line balancing
1. Standard Minute Value (SMV)
- SMV defined as the term Standard Minute Value, is mostly used in the garments industry and it is a
common measurement calculated by the Industrial Engineer. Generally, SMV indicates the time taken to make garments by the workers using the right types of machinery. - SMV = BASIC TIME + (BASIC TIME × ALLOWANCE)
- Suppose to complete an operation, a standard operator takes 1 minute.
- We put 15% allowance (Men, M/c & Time)
- SMV=1+(1×.15) Min
=(1+.15) Min
=1.15 Min - GMT SMV is the sum of SMV for all M/c & Manual operation to complete an item
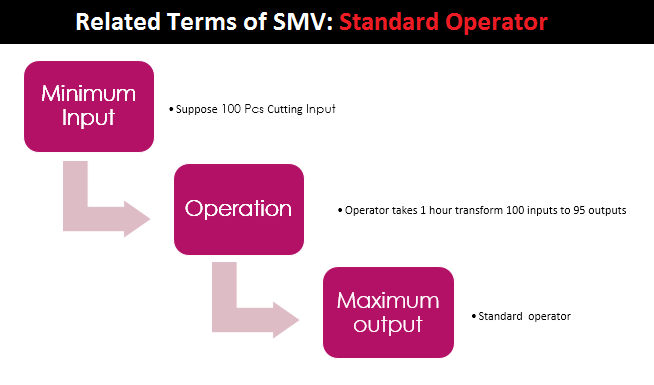
Related Terms of SMV
- Standard Operator: For a specific item & style, the potential operator who can give maximum output with the best quality & can improve productivity.
- Let’s see an Example for better understanding,
- Batsman faces 10 balls to score 5 Runs
- Batsman faces 10 balls to score 12 runs
- Batsman faces 10 balls to score 10 runs.
- Obviously 2nd one is the potential batsman who uses his
- Inputs (balls) to get maximum output (Runs)
- Pre-defined Conditions: On-time input arrival, single-piece flow, running m/c conditions, defined quality status, etc. are called pre-defined conditions.
- Basic Time: Actual time to complete an operation. In another word, basic time is the pick & drop time including an operation for quality output.
- Basic Time= Pick time + Operation + Drop time;
- Result , Input=Output with required quality
- In a broad sense , a GMT SMV=Sum of all operation SMV, not SMV of GMT + allowance.
2. Efficiency
- Efficiency defined as ‘’The comparison of what is actually produced or performed with what can be achieved with the same consumption of resources (Men, M/c, Material, etc. )’’
- Efficiency = Earned Minute/Available Minute
- Earned Minute = Production (Pcs) x SMV
- Available Minute = Manpower (Helper + Operator) x Working Time (Minute)
Calculation of Efficiency Percent
- Suppose any GMT item SMV is 5.5 (For any fixed style SMV always fixed)
- We use 22 Manpower(Operator & Helper) to achieve 1500 Pcs for 10 hours working shift
- Earned Minute = 1500× 5.5 or 8250 Min
- Available Minute = 22× (10×60) or 13200 Min
- Efficiency = 8250 Min/13200 Minute or 0.625
- Efficiency is expressed as % ,Then Efficiency =(0.625 ×100)% or 62.50%
- Efficiency is a ratio, not a number.
- Efficiency varies with Lead Time and
Quantity. More Lead time & Quantity Increase Efficiency, on the other hand, less lead time tends us to use more MP or time to get therequired output, so efficiency reduces.
3. Line Target
- Target= (total MP X WH X 60)/SMV
- Suppose We have 22 MP for 10 hr .GMT SMV is 5.5
- Target =(22 X10 X60)/5.5 =2400 PCs/Hr (That is 100% TGT)
- For expected efficiency this 100% Target is multiplied by efficiency to fix Line Target
- Line Target =(2400X.625) ; (Lets , we have expected efficiency of 62.5%)
=1500 PCs or 150PCs/Hr
4. CPM and CM
CPM Stands for Cost Per Minute which means Cost of every minute of garments sewing operations. To offer the best competitive price to the buyer and make maximum profit on garments selling CPM cost need to be kept at a
For Calculating of CPM you need to sum all direct labor cost and any other operational cost for a particular order or for a particular period.
5. CM/COM/MC
- Cost of Making (CM/COM)/Manufacturing cost(MC) have to calculate after calculating factory CPM.
- CM = (SMV × CPM)/ Expected Efficiency%
- Suppose , any GMT item SMV is 4.7, Expected efficiency = 65.8 % , CPM[let] = $0.0267
- CM = (4.7 × .0267)/ .658
= $0.19/PCs
= ($0.19 ×12)/Dzn
=$2.28 /Dzn
6. Broad Calculation of Garments CM
To calculate the Cost of Making of a garment you have to collect the following information:
- First of all, you need to get the monthly information of factory rental expense, commercial expense, utility expenses (Electricity, Steam, Compressed Air, Water), transportation cost, repair & maintenance expenses, salary, and wages expense, etc. suppose for all these expenses the total cost is 70000 USD.
- Secondly, the number of functioning machine for a particular month. Suppose the number of machines is 120. Cost associate in the first section is for this 120 machine.
- You also need the number of machinery to do the layout for the particular item for which we are calculating the cost of making. Suppose the number of machines is 30.
- By using the existing layout, the amount of target production per hour (excluding the alteration and rejection of garments). Suppose 250 pcs per hour production will be there.
- The total number of
working days for a particular month. This can be 26 days (30 days a month, 4 days of holiday in a month)
Cost of Making (CM) Rule
= {(Monthly total expenditure of the garments factory/ 26 days) / (Number of Functioning Machine of your factory for a particular month) X (Number of machine to complete the layout)} / [{(Production capacity per hour by using existing layout, excluding alteration and rejected quantity) X 8 working hours a day}] X 12 piece
= [{($70,000 / 26) / (120) X (30)} / {(250) X 8}] X 12
= [{2692.30 / (120) X (30)} / 2000] X 12
= (673.08 /2000) X 12
= .33654 X 12
= $4.04/dozen
7. Conventional VS Modern Profit Theory
- Conventional : COST + PROFIT = PRICE
- Modern : PRICE – COST = PROFIT
- Price should be moderate to get maximum
order ! - Cost should be minimized to get maximum profit!
9. Work Study
- A systematic study of methods of work to improve effectiveness & set standards
- 2 stages:
1. Method study: study of current method & find out to implement the improved method
2. Work measurement: determine the standard time required to complete improved method
Benefits of Work Study
- Productivity improvement
- Efficiency increase
- Improved
workflow - Improved work layout
- Improved standards
10. Time and Motion Study
- Time study: a work measuring technique to calculate basic time by finding cycle time & adding allowance
- Motion study: a technique to analyze operators motion & set a standard by eliminating unnecessary motion
- Two different theory but need parallel running to improve system known as ‘method engineering’
- Time & motion study is a conjugal technique to process control, improve dissimilar work performance & set standard goals
- IE is a
combined package to improve by time study, work study & motion study
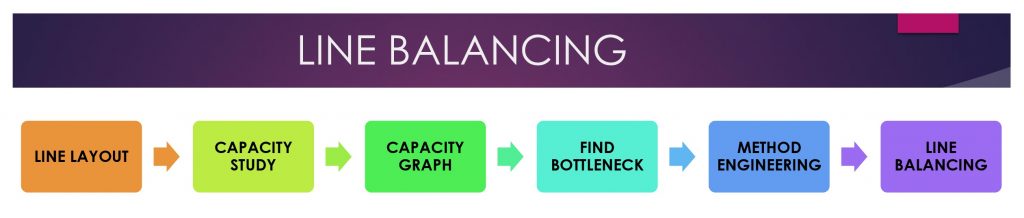
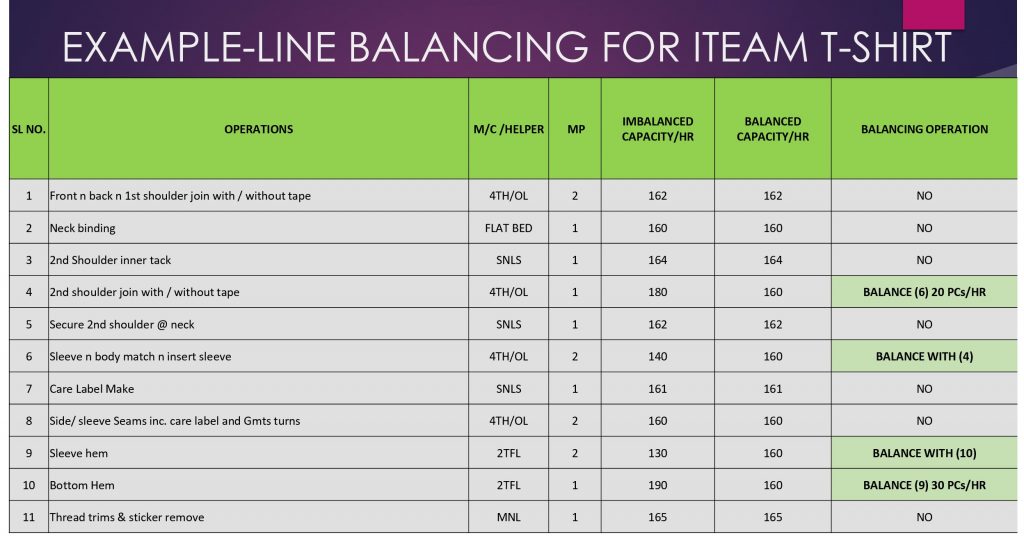
11. Line Balancing
- Line balancing is a manufacturing engineering function in which the whole collection of production-line tasks are divided into equal portions.
- Well balanced lines avoid labor idleness & improve productivity
- Line balancing is for keeping workload (theoretical mp/actual mp) as 1 or less
than 1 by balancing work as per capacity & target
Steps for Line Balancing
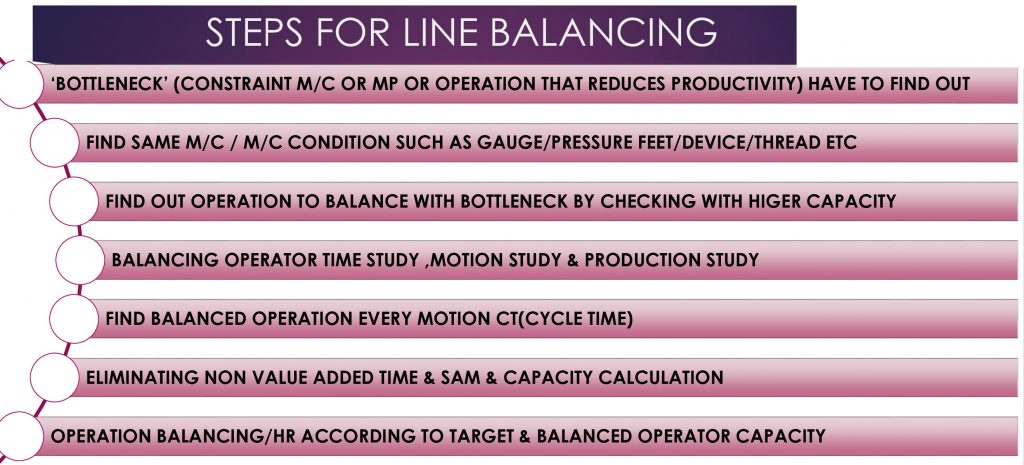
- Bottleneck’ (constraint m/c or mp or operation that reduces productivity) have to find out
- Find same m/c / m/c condition such as gauge/pressure feet/device/thread etc.

Written by
Sharmin Akther Diba
Industrial & Production Engineer
Rajshahi University of Engineering & Technology
Email: [email protected]
LinkedIn: Sharmin Akther Diba

Thanks a lot.
Jabardast / super cool / fantastic.
3. Line Target
Target= (total MP X WH X 60)/SMV
Suppose We have 22 MP for 10 hr .GMT SMV is 5.5
Target =(22 X10 X60)/5.5 =2400 PCs/Hr (That is 100% TGT) ( The unit will be PCs/Day or (22*1*60)/5.5 =240 PCs/Hr)
For expected efficiency this 100% Target is multiplied by efficiency to fix Line Target
Line Target =(2400X.625) ; (Lets , we have expected efficiency of 62.5%)
=1500 PCs or 150PCs/Hr ( Here is also same , Correct answer is 150 PCs/Hr)