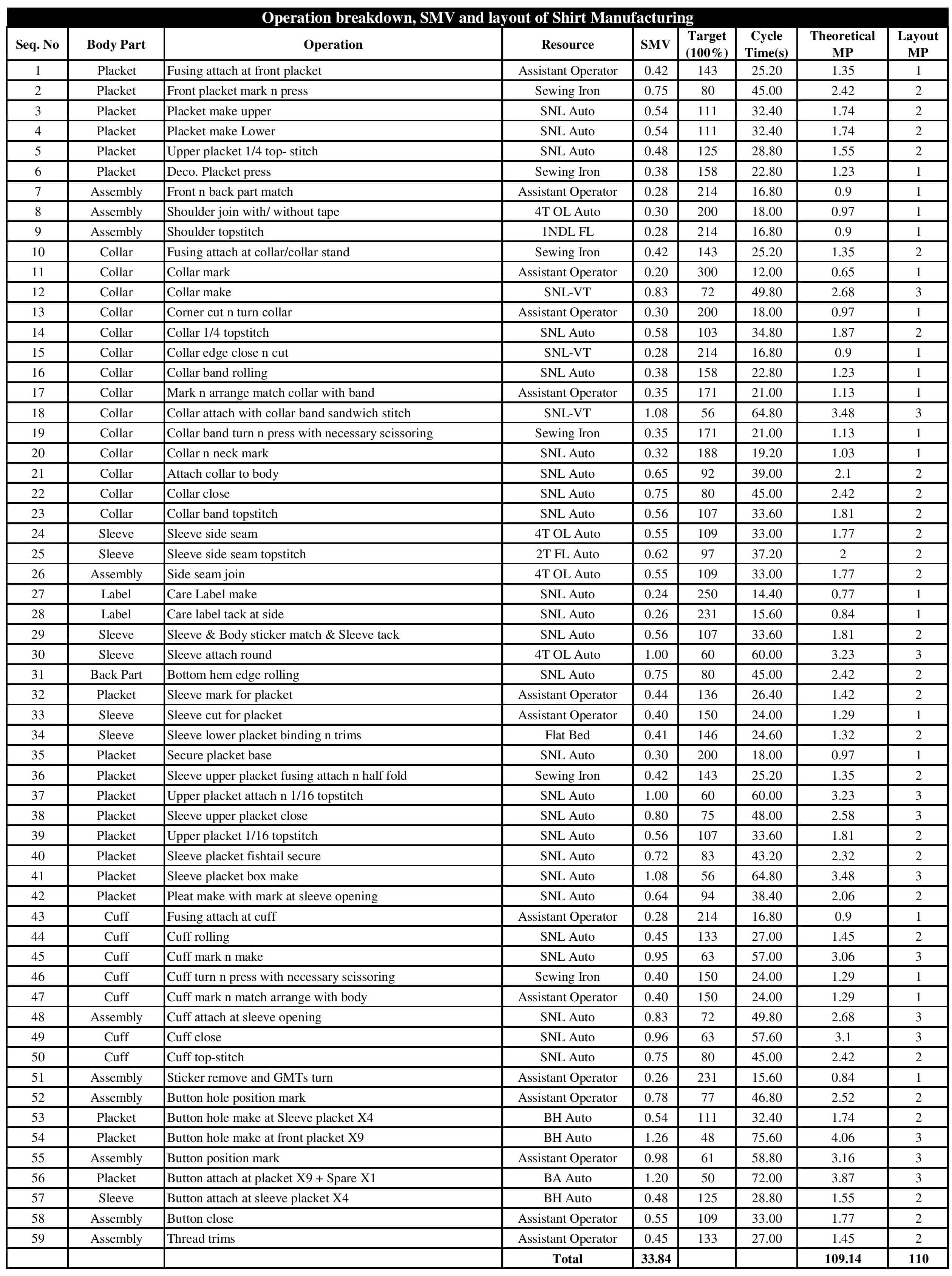
The shirt is one of the commonly worn dress all over the world. For a target level of garments manufacturing, Continue Reading
CM Analysis and Feedback of Garments
CM Analysis and Feedback of Garments This analysis is done in a famous knit factory of Bangladesh based on SMV, Continue Reading
Lean Manufacturing Initiatives in Apparel Industry
This article is about very basic of lean manufacturing, definition, principle, importance, and steps how you take initiatives to introduce Continue Reading
SMV and Efficiency Variance Report of Apparel Industry
This report is done on SMV and Efficiency Variance Report of Marketing vs Production in a renowned Apparel Industry of Continue Reading
Operation Breakdown, SMV and Layout of Jogger Manufacturing
A jogger is a casual bottom item; Welt pocket is an inside pocket with bone covered in the mouth. Here given Continue Reading
Operation Breakdown, SMV and Layout of Hoodies Manufacturing
SMV of Hoodies Manufacturing Hoodies with Kangaroo Pocket A hoodie cloth is a jacket, sweatshirts with hood. Kangaroo pocket is open Continue Reading