The textile industry is becoming more competitive every year. Manufacturers are under constant pressure to produce high-quality fabrics while reducing production costs and improving delivery speed. At the same time, international buyers and apparel brands now demand stricter quality control and greater transparency throughout the production process.
Because of these growing expectations, textile testing laboratories are changing rapidly. Traditional testing methods that once relied heavily on manual work are gradually being replaced by digital and automated systems. This shift has introduced a new generation of smart textile testing technologies that improve testing accuracy, laboratory efficiency, and data management.
Textile testing is one of the most important parts of textile manufacturing. It helps manufacturers evaluate fabric strength, durability, shrinkage, color fastness, abrasion resistance, and many other performance factors. Accurate testing ensures product quality and helps companies meet international standards before products reach the market.
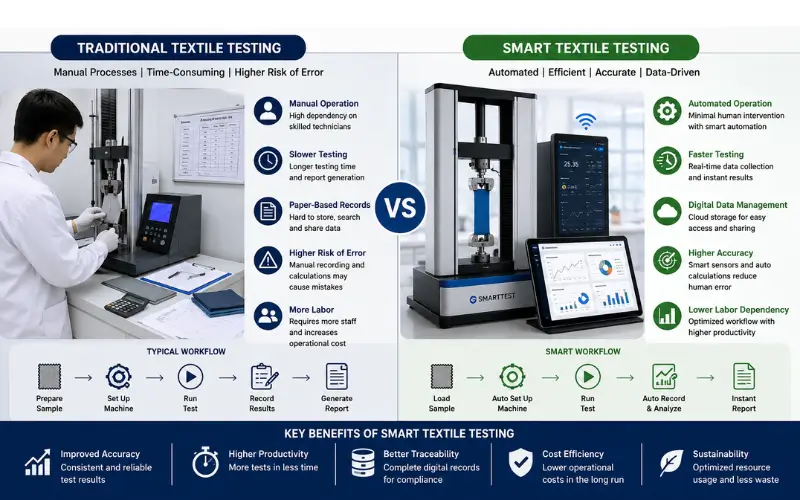
However, traditional textile testing systems often involve time-consuming manual procedures, paper-based reporting, and higher risks of human error. Smart textile testing systems are designed to solve these problems through automation, intelligent sensors, cloud-based monitoring, and real-time data analysis.
Modern textile laboratories are increasingly adopting advanced textile testing solutions from companies like ChiuVention to improve operational efficiency and support digital transformation.
But what exactly makes smart textile testing different from traditional testing?
In this article, we will compare smart textile testing and traditional textile testing in detail. We will examine their differences in accuracy, speed, data management, labor efficiency, compliance, and long-term business value.
What Is Traditional Textile Testing?
Traditional textile testing refers to conventional laboratory testing methods that depend mainly on manual operations and human supervision. For many years, textile manufacturers and testing laboratories have used these methods to measure the quality and performance of fabrics and garments.
Although traditional testing methods remain widely used in many factories and laboratories, they often require more labor, more time, and greater manual involvement compared to modern digital systems.
How Traditional Textile Testing Works
In a traditional textile laboratory, technicians manually prepare fabric samples, operate testing equipment, record measurements, and create reports. Most processes require direct human interaction from start to finish.
The typical workflow usually includes:
- Preparing the fabric sample
- Setting up the testing machine manually
- Performing the test
- Observing and recording the results
- Creating reports manually
Many laboratories still use paper documents or spreadsheet-based systems to store testing results. This makes the process slower and increases the risk of recording mistakes.
Common Types of Traditional Textile Tests
Traditional laboratories perform several important textile quality tests to evaluate fabric performance.
Tensile Strength Testing
Tensile strength testing is one of the most important traditional textile tests used to measure the maximum force a fabric can withstand before it breaks. In this test, a fabric sample is held firmly between two clamps and pulled in opposite directions until it tears or ruptures. The result helps determine the strength, durability, and performance of the fabric under tension. This test is especially important for fabrics used in garments, industrial textiles, upholstery, sportswear, and technical textiles, where the material must resist pulling forces during use. A higher tensile strength indicates that the fabric is stronger and more suitable for applications requiring durability.
Elmendorf Tear Testing
Elmendorf tear testing is used to measure the tearing strength of a fabric. In this test, a small cut is first made in the fabric sample, and then the force required to continue the tear is measured using an Elmendorf tearing strength tester. This test helps evaluate how easily a fabric may tear once damage or a small cut has already started. It is commonly used for woven fabrics, paper, plastic films, and other sheet materials. Elmendorf tear testing is important because a fabric may have good tensile strength but still tear easily when a small rip begins. Therefore, this test helps manufacturers understand the fabric’s resistance to tearing during wear, washing, handling, and production.
Shrinkage Testing
Shrinkage testing is performed to determine how much a fabric changes in size after washing, drying, steaming, or heat treatment. During this test, the original dimensions of the fabric are measured, then the sample is washed or treated under controlled conditions, and finally the dimensions are measured again. The difference between the original and final measurements shows the percentage of shrinkage. This test is very important for garment manufacturers because excessive shrinkage can affect the fit, appearance, and quality of finished clothing. Fabrics with controlled shrinkage are preferred because they maintain their shape and size after repeated washing and use.
Abrasion Resistance Testing
Abrasion resistance testing measures how well a fabric can resist surface wear caused by rubbing, friction, or repeated contact with another surface. In this test, the fabric sample is rubbed against a standard abrasive surface for a specific number of cycles. The fabric is then examined for signs of damage, such as thinning, holes, fiber loss, or changes in appearance. This test is important for fabrics used in trousers, uniforms, upholstery, carpets, bags, and workwear, where the material experiences frequent rubbing during use. Good abrasion resistance means the fabric can last longer and maintain its appearance and performance over time.
Color Fastness Testing
Color fastness testing evaluates how well the color of a textile remains stable when exposed to different conditions such as washing, rubbing, light, perspiration, ironing, or bleaching. In this test, fabric samples are treated under specific conditions, and the change in color or staining on adjacent fabrics is assessed. This test is very important because poor color fastness can cause fading, bleeding, or staining, which reduces the quality and appearance of textile products. Color fastness testing helps manufacturers ensure that dyed or printed fabrics maintain their color during normal use, washing, and exposure to environmental factors.
Pilling Testing
Pilling testing is used to determine how likely a fabric surface is to form small fiber balls, known as pills, after repeated rubbing or wear. Pilling occurs when loose fibers on the fabric surface become entangled due to friction. In this test, the fabric is rubbed or tumbled under controlled conditions, and the surface is then compared with standard rating images to evaluate the level of pilling. This test is especially important for knitted fabrics, sweaters, sportswear, and everyday garments because pilling can make a fabric look old, worn, and poor in quality. Fabrics with good pilling resistance maintain a smoother and cleaner appearance after repeated use.
Limitations of Traditional Textile Testing
Higher Risk of Human Error
Traditional textile testing depends heavily on human observation and manual calculations. Even experienced technicians can make mistakes while recording measurements or operating machines.
Small errors can affect final test results and reduce testing consistency.
Slower Testing Processes
Manual sample preparation, machine setup, and report generation require significant time. Laboratories handling large testing volumes may struggle to maintain fast turnaround times.
This becomes a major challenge for manufacturers working with tight production schedules.
Limited Data Management
Paper-based records and disconnected systems make data storage and retrieval more difficult. Laboratories may face problems such as:
- Missing reports
- Slow report sharing
- Poor traceability
- Difficulty analyzing historical testing data
Managing compliance records also becomes more complicated.
Increased Labor Dependency
Traditional testing systems require skilled operators to manage nearly every testing stage. As labor costs continue to rise globally, maintaining large laboratory teams becomes more expensive.
Labor shortages can also reduce productivity and delay testing operations.
Inconsistent Testing Conditions
Different operators may handle testing procedures differently, which can lead to inconsistent results. Variations in machine setup, environmental conditions, and manual calculations can all influence testing accuracy.
This inconsistency creates challenges for manufacturers supplying products to international brands that require strict quality standards.
What Is Smart Textile Testing?
Smart textile testing is a modern testing approach that uses automation, intelligent software, sensors, and digital connectivity to improve textile quality control processes.
Unlike traditional methods, smart textile testing systems reduce manual intervention and allow laboratories to manage testing operations more efficiently and accurately.
These systems are transforming conventional textile laboratories into fully connected digital environments.
How Smart Textile Testing Works
Smart textile testing systems combine advanced technologies such as:
- Artificial intelligence (AI)
- Internet of Things (IoT)
- Smart sensors
- Cloud-based software
- Automated reporting systems
- Machine learning tools
These technologies allow testing machines to collect data automatically, monitor performance in real time, and generate highly accurate results with minimal human involvement.
Many smart textile laboratories now connect multiple testing machines through centralized digital systems. This allows technicians and managers to monitor testing activities, review reports, and track laboratory performance from a single platform.
Features of Smart Textile Testing Machines
Modern smart textile testing equipment offers several advanced features that improve laboratory productivity and testing accuracy.
Automated Data Collection
Smart machines automatically record testing data digitally, reducing the risk of manual recording errors.
Real-Time Monitoring
Laboratory operators can monitor testing activities and machine performance instantly through connected software systems.
Intelligent Data Analysis
Advanced software can quickly analyze testing results and identify abnormal performance patterns or quality issues.
Automatic Report Generation
Testing reports can be generated automatically, reducing administrative work and improving reporting speed.
Improved System Connectivity
Smart testing equipment can integrate with ERP systems, laboratory management software, and factory monitoring platforms for better workflow management.
Key Differences Between Smart Textile Testing and Traditional Testing
Although both systems aim to evaluate textile quality, their operational methods and efficiency levels are very different.
1. Accuracy and Reliability
Traditional textile testing often depends on manual operation and human judgment. As a result, testing accuracy can vary depending on operator experience and laboratory conditions.
Smart textile testing systems use automated sensors and digital measurement technologies to produce more consistent and reliable results. Automated calculations also reduce the possibility of human error.
Because of this, smart textile laboratories can maintain better testing consistency across large production volumes.
2. Testing Speed and Productivity
One of the biggest differences between smart textile testing and traditional testing is the speed of operation.
Traditional textile testing methods usually involve multiple manual steps. Technicians often need to prepare samples manually, adjust machine settings, monitor testing procedures, record data, and generate reports separately. This entire workflow can consume significant time, especially when laboratories handle large numbers of samples every day.
In contrast, smart textile testing systems automate many of these tasks. Modern machines can perform tests, collect data, and generate reports automatically with minimal operator involvement.
Traditional Testing Challenges
Traditional laboratory workflows often experience delays because of:
- Manual machine setup
- Repetitive testing procedures
- Manual calculations
- Paper-based documentation
- Slower report preparation
When testing demand increases, laboratories may struggle to maintain fast turnaround times.
Advantages of Smart Textile Testing
Smart testing systems improve productivity by:
- Automating repetitive tasks
- Reducing manual calculations
- Accelerating report generation
- Minimizing machine downtime
- Improving workflow efficiency
As a result, laboratories can complete more tests in less time while maintaining better accuracy and consistency.
Faster testing also helps manufacturers reduce production delays and improve supply chain efficiency.
3. Data Management and Traceability
Data management has become one of the most important areas of modern textile quality control. Global apparel brands increasingly require complete transparency and traceability throughout the manufacturing process.
This is another area where smart textile testing systems offer major advantages.
Traditional Data Management Problems
Traditional textile laboratories often rely on:
- Paper records
- Spreadsheet files
- Standalone computers
- Manual report storage
These systems create several operational challenges.
Common Issues Include:
- Lost or damaged reports
- Difficulty accessing old data
- Slow information sharing
- Limited testing traceability
- Higher risk of data entry mistakes
When laboratories manage thousands of testing records, organizing and retrieving information becomes difficult and time-consuming.
Compliance audits can also become more stressful when data is scattered across different systems.
Smart Textile Testing Data Systems
Smart textile laboratories use digital platforms to centralize all testing information in one connected environment.
Modern systems allow laboratories to:
- Store data automatically
- Access reports instantly
- Share information in real time
- Monitor testing history
- Track samples more efficiently
Cloud-based systems also improve data security and reduce the risk of information loss.
Improved Traceability
Traceability is extremely important for textile manufacturers supplying international fashion brands.
Smart textile testing systems help laboratories maintain:
- Complete testing histories
- Digital audit trails
- Sample tracking records
- Standardized reporting systems
This makes it easier to meet compliance requirements and respond quickly during quality inspections or customer audits.
4. Labor Costs and Operational Efficiency
Labor efficiency is another major difference between traditional and smart textile testing systems.
Traditional Laboratories Require More Manual Labor
Traditional textile testing environments often need multiple technicians to supervise and operate different machines. Skilled workers are required for:
- Machine operation
- Sample preparation
- Data recording
- Report creation
- Quality monitoring
As labor costs continue to rise globally, maintaining large laboratory teams becomes increasingly expensive.
Labor shortages can also reduce laboratory productivity and create testing delays.
Smart Textile Testing Reduces Manual Dependency
Smart textile testing systems reduce the need for constant human supervision through automation and intelligent monitoring technologies.
Modern systems can automatically:
- Configure testing parameters
- Record measurements
- Analyze testing results
- Generate reports
- Monitor machine conditions
This allows laboratories to operate more efficiently with smaller teams.
Better Workflow Optimization
Automation also improves workflow organization inside textile laboratories.
Smart systems help laboratories:
- Reduce repetitive tasks
- Minimize operational bottlenecks
- Improve machine utilization
- Increase testing capacity
- Reduce retesting rates
As a result, laboratories can improve overall productivity while lowering long-term operational costs.
5. Compliance and Standardization
Maintaining international quality standards is essential for modern textile manufacturers.
Global apparel brands require suppliers to follow strict testing procedures and comply with standards such as:
- ISO
- ASTM
- AATCC
Traditional textile testing systems sometimes struggle to maintain consistent compliance because many procedures rely heavily on manual operations.
Compliance Challenges in Traditional Testing
Traditional laboratories may face difficulties such as:
- Inconsistent documentation
- Manual recordkeeping errors
- Limited traceability
- Variations in testing procedures
- Difficulty preparing audit reports
These problems can create compliance risks for manufacturers working with international buyers.
How Smart Textile Testing Improves Compliance
Smart textile testing systems simplify compliance management through automated documentation and standardized workflows.
Digital systems help laboratories:
- Maintain accurate records
- Standardize testing procedures
- Generate audit-ready reports
- Improve testing consistency
- Track calibration and maintenance history
Automated systems also reduce the possibility of missing or incomplete documentation.
This level of standardization helps manufacturers build stronger trust with global customers and certification organizations.
Why Smart Textile Testing Is Becoming the Industry Standard
The textile industry is experiencing rapid digital transformation. Manufacturers today must produce higher-quality products while maintaining faster production speeds and lower operational costs.
Traditional testing systems often struggle to meet these modern requirements.
Growing Demand for Faster Production
Fast fashion and shorter product life cycles have increased pressure on textile manufacturers to accelerate production and quality control processes.
Smart textile testing systems help laboratories complete testing procedures more quickly while maintaining consistent quality standards.
Increased Focus on Sustainability
Sustainability has become a major priority across the textile industry.
Manufacturers are now expected to reduce:
- Material waste
- Energy consumption
- Production errors
- Retesting rates
Smart textile testing helps support sustainability goals by improving operational efficiency and reducing unnecessary resource usage.
Need for Greater Transparency
Global supply chains now require better traceability and digital transparency.
International brands increasingly demand access to accurate testing data, compliance records, and product performance information.
Smart testing systems make it easier for manufacturers to provide transparent digital records throughout the supply chain.
Competitive Business Advantages
Companies that invest in smart textile laboratories can often achieve:
- Faster testing turnaround
- Better product consistency
- Improved customer confidence
- Lower operational costs
- Higher laboratory productivity
These advantages help manufacturers remain competitive in a rapidly changing global textile market.
How Smart Textile Testing Machines Improve Laboratory Performance
Modern textile laboratories are expected to handle large testing volumes while maintaining high accuracy and faster turnaround times. Smart textile testing machines help laboratories achieve these goals by improving both operational performance and workflow efficiency.
Unlike traditional systems that depend heavily on manual supervision, smart testing equipment can automate multiple laboratory processes simultaneously.
Predictive Maintenance
Machine downtime can seriously affect laboratory productivity. In traditional laboratories, equipment problems are often identified only after a machine stops working.
Smart textile testing systems use predictive maintenance technologies to monitor machine performance continuously. Sensors can detect unusual operating conditions and alert technicians before major failures occur.
This helps laboratories:
- Reduce unexpected downtime
- Improve machine lifespan
- Lower maintenance costs
- Maintain uninterrupted testing operations
Automated Calibration
Accurate calibration is essential for reliable textile testing results.
Traditional calibration procedures may require manual adjustments and frequent technician involvement. Smart testing systems simplify this process through automated calibration features.
Automated calibration improves:
- Measurement accuracy
- Testing consistency
- Standard compliance
- Operational efficiency
It also reduces the possibility of human adjustment errors.
Remote Monitoring and Control
Many smart textile laboratories now use cloud-based monitoring systems that allow operators to manage testing activities remotely.
Laboratory managers can:
- Monitor machine status in real time
- Access reports remotely
- Track testing progress
- Review laboratory performance data
Remote accessibility improves flexibility and allows faster decision-making when problems occur.
Centralized Laboratory Management
Traditional laboratories often use separate systems for different testing machines, which makes workflow management more complicated.
Smart textile testing systems connect multiple machines through centralized digital platforms. This creates a more organized and efficient laboratory environment.
Centralized systems help laboratories:
- Manage testing schedules
- Track sample status
- Store testing records
- Improve communication between departments
This level of integration improves overall laboratory productivity and operational transparency.
Challenges of Adopting Smart Textile Testing Systems
Although smart textile testing offers many advantages, some laboratories still face challenges during the transition from traditional systems.
Digital transformation requires planning, investment, and proper training.
Initial Investment Costs
One of the biggest concerns for many laboratories is the cost of upgrading equipment.
Smart textile testing machines often require higher initial investment compared to traditional systems. Smaller laboratories may hesitate to adopt new technologies because of budget limitations.
However, many companies eventually recover these costs through:
- Higher productivity
- Reduced labor expenses
- Lower error rates
- Faster testing processes
Over time, automation can improve overall operational profitability.
Staff Training Requirements
Employees who are familiar with traditional testing methods may need additional training to operate digital systems effectively.
Laboratories must train staff to understand:
- Software platforms
- Automated workflows
- Data management systems
- Digital reporting tools
Proper training is important to ensure smooth implementation and maximize system efficiency.
System Integration Challenges
Some older laboratories still use outdated infrastructure that may not easily connect with modern digital systems.
Integrating smart textile testing equipment with existing factory software, ERP platforms, or laboratory management systems can sometimes be technically complex.
Careful planning and technical support are often necessary during implementation.
Resistance to Change
In some organizations, employees and management teams may feel more comfortable with traditional processes they have used for many years.
Resistance to change can slow down digital transformation efforts.
However, as the textile industry becomes increasingly technology-driven, more laboratories are recognizing the long-term benefits of smart testing systems.
The Future of Textile Testing Laboratories
The future of textile testing is closely connected to automation, artificial intelligence, and digital connectivity.
As the textile industry continues to evolve, laboratories are expected to become more intelligent, data-driven, and highly automated.
Artificial Intelligence in Textile Testing
Artificial intelligence is expected to play a major role in future textile quality control systems.
AI-powered software may help laboratories:
- Detect quality problems automatically
- Predict material performance
- Analyze testing trends
- Improve decision-making accuracy
These technologies could significantly reduce manual analysis work and improve testing precision.
Fully Connected Smart Laboratories
Future textile laboratories will likely operate through fully connected digital ecosystems where machines, software platforms, and production systems communicate automatically.
This level of connectivity can improve:
- Workflow coordination
- Real-time monitoring
- Production planning
- Quality management
Connected systems will also support faster communication between manufacturers, suppliers, and global brands.
Predictive Analytics and Big Data
Modern textile laboratories generate large amounts of testing data every day.
Future smart systems will increasingly use predictive analytics to identify patterns and optimize manufacturing performance.
Big data analysis may help manufacturers:
- Reduce defects
- Improve fabric quality
- Minimize production waste
- Predict quality issues before they occur
Remote and Cloud-Based Testing Management
Cloud technology will continue to expand across textile laboratories.
Remote access systems will allow managers and quality control teams to monitor testing activities from different locations while maintaining centralized data storage and reporting.
This flexibility will become increasingly important for global textile supply chains.
Conclusion
Textile testing plays a critical role in maintaining fabric quality, product durability, and compliance with international standards. While traditional textile testing methods have supported the industry for many years, they often involve slower workflows, higher labor dependency, and greater risks of human error.
Smart textile testing systems offer a more advanced and efficient approach to textile quality control. Through automation, intelligent sensors, digital reporting, and real-time monitoring, these systems improve testing accuracy, laboratory productivity, and operational transparency.
Compared to traditional testing methods, smart textile testing provides:
- Faster testing processes
- Better data management
- Improved compliance tracking
- Reduced operational costs
- Greater testing consistency
As global textile manufacturing continues to evolve, smart textile laboratories are becoming increasingly important for companies that want to remain competitive and meet modern quality expectations.
Although adopting smart testing systems may require initial investment and staff training, the long-term benefits often outweigh the challenges. The future of textile testing is clearly moving toward intelligent automation, digital connectivity, and data-driven quality management.