After completion of the sewing process, what process remains to complete finished garments is called garments finishing the process, also Continue Reading
Visual Management: A Tool of Lean Management for Garments Finishing Unit
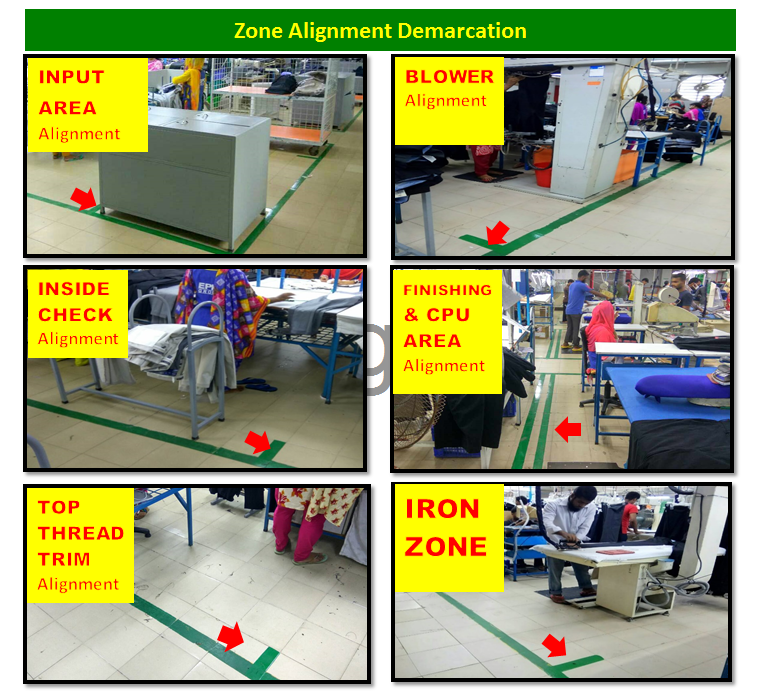
‘Visual Management’ is an important part of lean manufacturing. It can carry up to 90% information on the production floor. Continue Reading
Necessary IE Terms of Apparel Industry
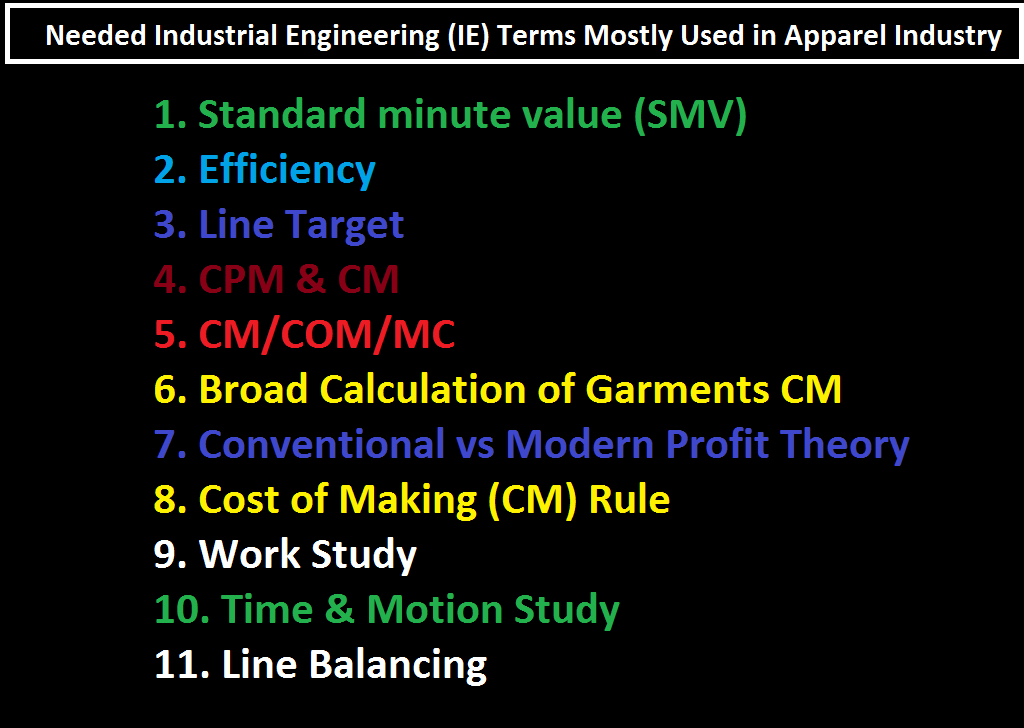
Industrial Engineering – IE is one of the popular term used in the apparel industry, where this work for optimization Continue Reading
Costing of Knit Garments
Costing of Knit Garments: During the consumption, it is good practice to use the measurement of middle size for calculation Continue Reading
Operation Breakdown SMV and Layout of Chino Short Pant
SMV indicates the Standard Minute Value, which is the standard time required to make a particular garment. On the basis Continue Reading
Standard Minute Value: SMV in Garments, Calculation, Importance

The term Standard Minute Value – SMV is mostly used in the garments industry. It is a process of time Continue Reading