
Household is a big milestone in the life of an individual as it implies independence, stability, and a new start Continue Reading
Experienced Financial Analyst with a demonstrated history of working in different industries. Skilled in Feasibility Study, Business Planning, Business Modeling , Strong finance professional with a Advanced Certificate Course on Business Administration (ACBA) focused in Business Administration from Bangladesh Institute of Management (BIM) and Masters of Business Administration (MBA) focused in Finance & Banking and Marketing from Institute of Business Administration (IBA-JU).
Step-by-Step Guide to Filing a Car Accident Claim
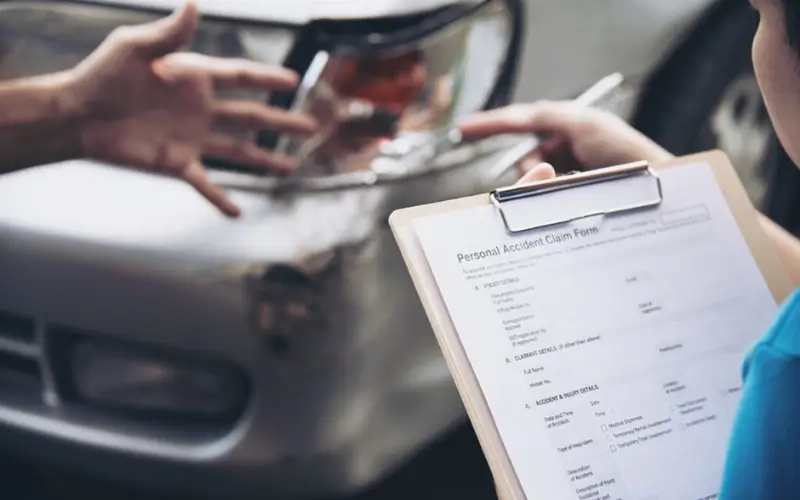
Getting into a car accident is scary. Your heart races. Your mind goes blank. Even a small crash can feel Continue Reading
The Future of Photo Experiences at Parties and Events
The use of photography will and has always been a major feature of any party or event. During a birthday Continue Reading
5 Self-Help Strategies That Pair Perfectly with Social Anxiety Disorder Treatment

Social anxiety affects millions of people worldwide, making everyday interactions feel overwhelming and exhausting. You don’t have to face these Continue Reading
Keeping It Together: The Durability of Chef Trousers

A professional kitchen is one of the most demanding work environments for clothing. Chefs spend long hours moving quickly, kneeling Continue Reading
Creative Ways to Make Employee Onboarding More Memorable

Getting a new job can leave you thrilled and confused. Onboarding is crucially important to set the initial impression of Continue Reading